






产品分类 更多>>



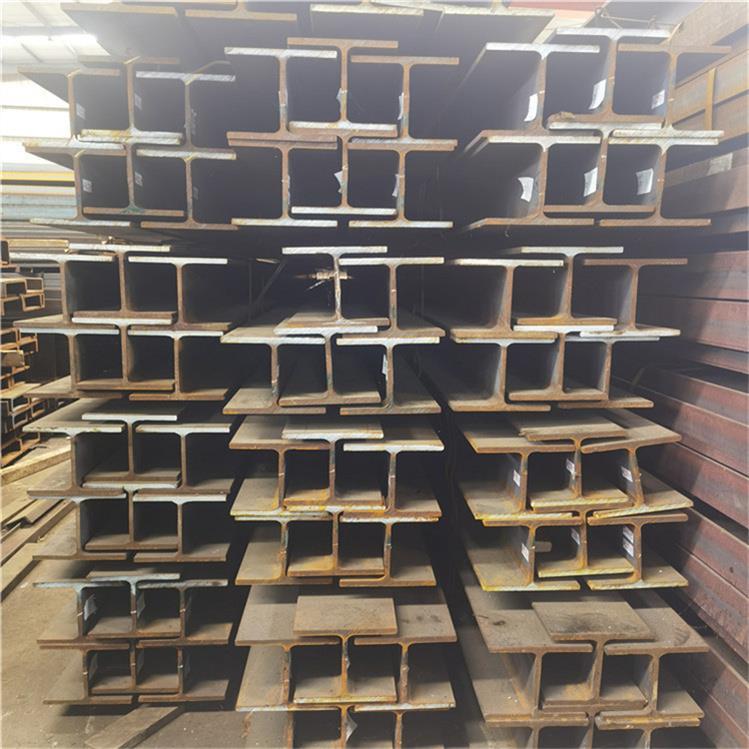
一、美标H型钢W12*230热轧钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧制成。热轧钢管的规格用外径*壁厚毫米数表示。热轧钢管外径一般大于32mm,壁厚2.5-75mmERW直缝高频电阻焊管其典型生产工艺流程应为:板带原料→原料预处理→冷弯成型→焊接→焊缝热处理→焊缝(管体)探伤→精整→成品焊管。冷拔与热轧钢管的工艺流程冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处置→矫直→水压实验(探伤)→标志→入库。
美标H型钢执行标准:ASTM标准,ASME标准
材质有:A36/A572GR50/A992
二、美标H型钢W12*230化学成分:
C:0.27~0.35;
Si:0.93~1.20;
Ni:≤0.029;
Cu:≤0.025;
Mn:0.80~1.10;
S:≤0.025;
P:≤0.026;
Cr:0.75~1.20;

三、美标H型钢W12*230低合金钢中通常加入0.3%的铜。在这种含量下,铜能改善耐腐蚀性能,并使度性能有所提高。此外,这样的含铜量对钢的可焊性无不良作用,而且不会引起红脆现象。
四、美标H型钢的规格型号表
W14*455W16*26W16*31W16*36W16*40W16*45
W16*50W16*57W16*67W16*77W16*89W16*100
W18*35W18*40W18*46W18*50W18*55W18*60
W18*65W18*71W18*76W18*86W18*97W18*106
W18*119W18*130W18*143W18*158W18*175
W18*192W18*211W18*234W18*258W18*283
W18*311W21*44W21*50W21*57W21*55W21*62
W21*68W21*73W21*83W21*93W21*101W21*111
W21*122W21*132W21*147W21*166W21*182
W21*201W24*55W24*62W24*68W24*76W24*84
W24*94W24*103W24*104W24*117W24*131W24*146
W24*162W24*176W24*192W24*207W24*229W24*250
W24*279W24*306W24*335W27*84W27*94W27*102
W27*114W27*129W27*146W27*161W27*178
W30*90W30*99W30*108W30*116W30*132W30*148
W30*173W30*191W30*235W30*261W30*292W30*326
W30*357W30*391W33*118W33*130W33*141W33*152
W33*169W33*201W33*221W33*241W33*263W33*291
W33*318W33*354W33*387W36*135W36*150W36*160
W36*170W36*182W36*1W36*231W36*232W36*247
W36*262W36*282W36*286W36*302W36*318
W36*330W36*350W36*387W36*395W36*441W36*487
W36*529W40*149W40*167W40*183W40*211W40*235
W40*264W40*278W40*294W40*327W40*331

冶金矿产:
一直以来,该厂中型线H350规格产品采用275规格坯料轧制,但在轧制过程中轧制速度往往大于炼钢工序的坯料下线速度,导致工序生产速度不匹配,制约了生产效率的提升。同时,炼钢工序生产240坯料时,型钢生产线的轧制速度比坯料生产速度慢,导致大量坯料落地、积压,降低了坯料热装效率,增加了生产成本。针对这一问题,该厂进行立项攻关,积极探索实施240坯料轧制H350规格产品的新工艺,通过对坯料加热温度、轧制道次、轧机孔型等进行系统优化,实现了试验成功。




















